






| · | 地 址: | 河南省鞏義市西村工業(yè)區(qū) |
| · | 電 話: | 0371-64011955 |
| · | 傳 真: | 0371-64011655 |
| · | 郵 箱: | [email protected] [email protected] gyht99@163com |
| · | 郵 編: | 451281 |
| · | 網(wǎng) 址: | http://30479.cn |
匯通波紋補償器主要技術(shù)及創(chuàng)新點
GB6749-1997《壓力容器波形膨脹節(jié)》標準中基本參數(shù)與尺寸分別給出大波高單層系列和小波高單層及多層系列,按照大波高單層系列關(guān)于整體成形工藝制造的要求與規(guī)定,匯通采用液壓整體成形主要有以下特點和技術(shù)創(chuàng)新:
(1)國內(nèi)波紋補償器專業(yè)生產(chǎn)廠僅制造單層厚度≤4mm以下的薄壁波紋補償器,壓力容器制造廠雖制造厚壁波紋補償器,但均屬于單波分瓣成形焊接的制造工藝,波紋補償器不僅有縱向焊縫,還有環(huán)向焊縫,波數(shù)越多,環(huán)向焊縫也就越多,滿足不了GB16749-1997《壓力容器波形膨脹節(jié)》膨脹節(jié)國家標準和使用要求,。大直徑厚壁液壓整體成形膨脹節(jié)目前還依賴進口;
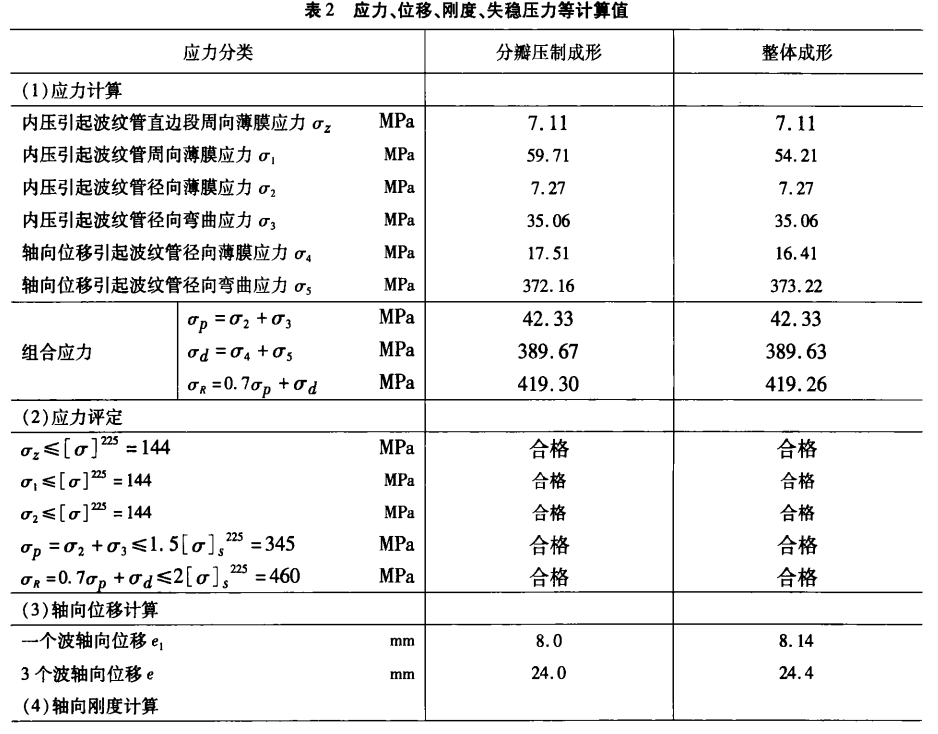
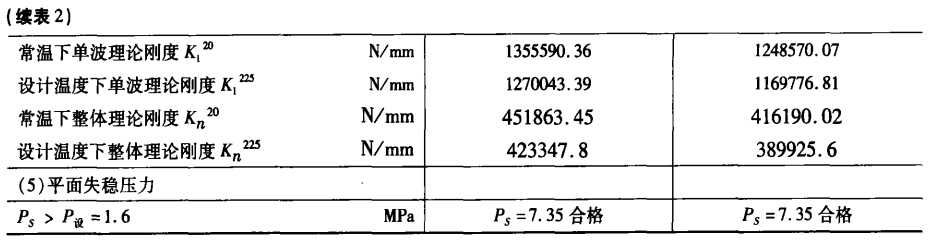
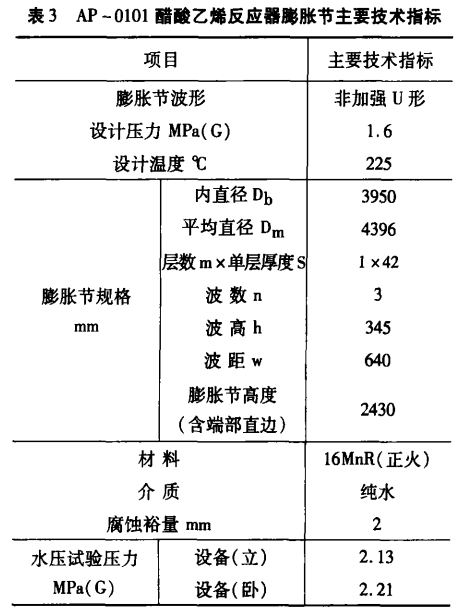
(2匯通液壓整體成形工藝替代板料分瓣拼焊,半波整體沖壓,兩半波焊接成形工藝制造DN3950×42大直徑厚壁波紋補償器,產(chǎn)品只有縱3向焊縫,沒有環(huán)向焊縫,降低了制造成本,節(jié)約能質(zhì)源。產(chǎn)品主要技術(shù)指標見表3;表3AP-0101酷酸乙烯反應(yīng)器膨脹節(jié)主要技術(shù)指標:
(3)由于無環(huán)向焊縫,減少了焊縫疲勞對補償器的影響,提高了產(chǎn)品質(zhì)量;
(4)采用液壓整體成形,與機械脹形法或滾壓法相比較,波紋補償器表面無劃傷,產(chǎn)品外形美觀,提高了產(chǎn)品外觀質(zhì)量;
(5)醋酸乙烯反應(yīng)器膨脹節(jié)液壓整體成形屬19超塑性變形,成形需要油壓機推力大于24000噸當(dāng)時只有12000噸油壓機)。匯通采取減小補償器截面積降低成形壓力推力制造工藝,成形時所需油壓機推力小于12000噸,使現(xiàn)有設(shè)備滿足成形要求。解決了醋酸乙烯反應(yīng)器膨脹節(jié)液壓整體成形需用特大型壓力機的難題,。